أنا. مقدمة المنتج
1. نظرة عامة على الأداء
MT-PE-XL-C1-02 هو نظام فحص آلي بالكامل مصمم لتقييم جودة أختام رقائق الألومنيوم على أغطية زجاجات PET/PE، مع إنتاجية قصوى تبلغ 300 زجاجة في الدقيقة.
يعتمد النظام على أسلوب فحص مباشر بدون تلامس، باستخدام التصوير الحراري لالتقاط نمط توزيع الحرارة لرقاقة الألومنيوم داخل كل غطاء وتوصيفه بدقة. وهذا يضمن نتائج فحص مستقرة وموثوقة ودقيقة.
دقته في الكشف تتفوق على الأنظمة المماثلة محليًا ودوليًا. يعتمد النظام على تقنية تعلم عميق خاصة، طُوّرت وحُسّنت على مدار أكثر من عقد من البحث والتطوير الداخلي، مما يوفر أداءً وموثوقية فحص لا مثيل لهما.
2. كائنات الكشف القابلة للتطبيق

4. الأداء والمعايير
1).أقصى سرعة تفتيش تزيد عن 300 زجاجة/دقيقة
2). تتبع المنتج التكيفي
3).رفض سريع ودقيق للمنتجات المعيبة
4). تشغيل واجهة الإنسان والآلة
5).إنذار ضوئي عند الاصطدام
6).قائمة اللغة الصينية
7). خوارزمية معالجة الإشارة الرقمية DSP الفريدة من Maotong
8).المساعدة عن بعد على مدار 24 ساعة
9). الرفض والإغلاق المستمر
10). قطر الغطاء المطبق: 20-200 مم
11). قطر الزجاجة المناسب: 25-250 مم
12).ارتفاع الزجاجة: ≤500 مم
5. دقة الكشف
1).معدل الكشف: ≥99.99%
2). معدل الرفض الخاطئ: ≤0.03%
6. مبدأ فحص المعدات
بعد التسخين الكهرومغناطيسي لرقاقة الألومنيوم، تُصهر طبقة العزل الحراري، مُكملةً عملية الختم. تنتقل الحرارة بعد ذلك إلى غطاء الزجاجة عبر التوصيل الحراري. تُلتقط كاميرا تصوير حراري بالأشعة تحت الحمراء توزيع الحرارة على سطح غطاء الزجاجة. يعكس هذا التوزيع الحراري مباشرةً درجة الضغط بين الحشية وغطاء الزجاجة، مما يعكس بشكل غير مباشر جودة الختم. في حال وجود عيب في الختم، يكون توزيع الحرارة غير طبيعي، كما هو موضح في العلاقة التالية:
أسباب العيوب |
نوع العيب
|
توزيع الحرارة
|
مشاكل فيلم الألومنيوم |
مفقود، تالف، مقلوب
|
توزيع غير كامل للحرارة
|
مشاكل ماكينة التغطية |
غطاء فضفاض، غطاء ملتوي
|
التوصيل الحراري بين الحجاب الحاجز المصنوع من الألومنيوم وغطاء الزجاجة غير كافٍ، ودرجة حرارة الزجاجة بالكامل أو جزء منها منخفضة للغاية.
|
مشاكل آلة الختم الكهرومغناطيسية |
ختم زائف، ختم زائد
|
درجة الحرارة مرتفعة جدًا أو منخفضة جدًا |


بعد الحصول على صورة التصوير الحراري، يمكن اكتشاف عيوب مختلفة عن طريق دمجها مع أساليب برنامج معالجة الصور Maotong.
II. مواصفات التركيب
2.1 للحصول على أداء فحص مثالي، يجب تركيب المعدات في اتجاه مجرى مانع التسرب الكهرومغناطيسي، ووضعها على قسم ناقل مستقيم بطول 1.5 إلى 2 متر.
2.2 قبل تشغيل الجهاز، تأكد بعناية من توصيل جميع الكابلات بشكل آمن وتأكد من تثبيت سلك التأريض الخاص بخزانة التحكم بشكل صحيح.
2.3 تأكد من تكوين مصدر الطاقة بشكل صحيح: تيار متردد أحادي الطور 220 فولت، 50 هرتز، مع إجمالي استهلاك طاقة يبلغ 250 وات.
2.4 تأكد من توصيل مصدر الهواء المضغوط وتلبيته للمتطلبات: 4-8 بار، مع جودة الهواء المتوافقة مع معايير الصناعة.
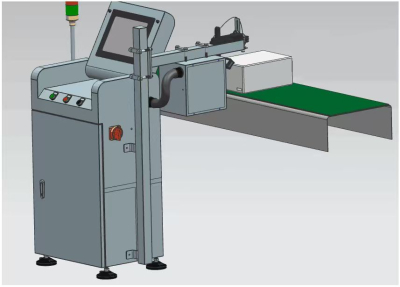
ثالثًا: هيكل المعدات ومظهرها
3.1 الأبعاد: 600 مم × 500 مم × 1700 مم
3.2 الإطار: مصنوع من الفولاذ المقاوم للصدأ 304، مصمم للتركيب على خط ناقل
3.3 الوزن الصافي: حوالي 50 كجم
رابعًا: احتياطات السلامة أثناء التشغيل
يرجى مراعاة الإرشادات التالية لضمان الاستخدام الآمن للمعدات:
4.1 يُسمح بالتشغيل فقط من قبل الأفراد الذين لديهم تدريب أساسي.
4.2 يجب أن تتم أعمال الصيانة والإصلاح بواسطة أفراد مدربين مهنياً فقط.
4.3 تأكد من وجود جميع تحذيرات السلامة والأغطية الواقية في مكانها قبل تشغيل الجهاز.
4.4 لا تشغّل النظام والغطاء مفتوح. افصل الطاقة والهواء المضغوط دائمًا قبل إزالة الغطاء.
4.5 أبقِ يديك بعيدًا عن وصلة أسطوانة الرفض أثناء تشغيل الماكينة.
4.6 لا تقم بحجب أو لمس المستشعر الضوئي الكهربائي أثناء التشغيل؛ فقد يؤدي القيام بذلك إلى تحريك أسطوانة الرفض بشكل غير طبيعي ويسبب الإصابة.
4.7 لا تقم مطلقًا بفصل الأسلاك الكهربائية أثناء تشغيل الجهاز، لأن ذلك قد يؤدي إلى تلف المكونات الإلكترونية.
4.8 عند صيانة الماكينة، قم بتركيب علامة تحذير مرئية لمنع الإصابة العرضية.
4.9 قبل توصيل الأجهزة الخارجية، تأكد من فصل الجهاز والأجهزة الخارجية عن الكهرباء. أعد توصيل الطاقة فقط بعد اكتمال جميع التوصيلات.
4.10 نظرًا لأن المكونات الإلكترونية الداخلية حساسة للتفريغ الساكن، فيجب دائمًا تأريض الإطار وخزانة التحكم بشكل صحيح.